Cheese Making
Practical Action
kept in a refrigerator. A part of this ‘master culture’ (between 1 - 3% of the weight of the batch of
milk) is then used each day for a week. The last part is inoculated into pasteurised milk to form a
new master culture. This method can be continued for several months, provided that good hygiene
is practised, but eventually undesirable bacteria will contaminate the culture and it must be
replaced.
Process control
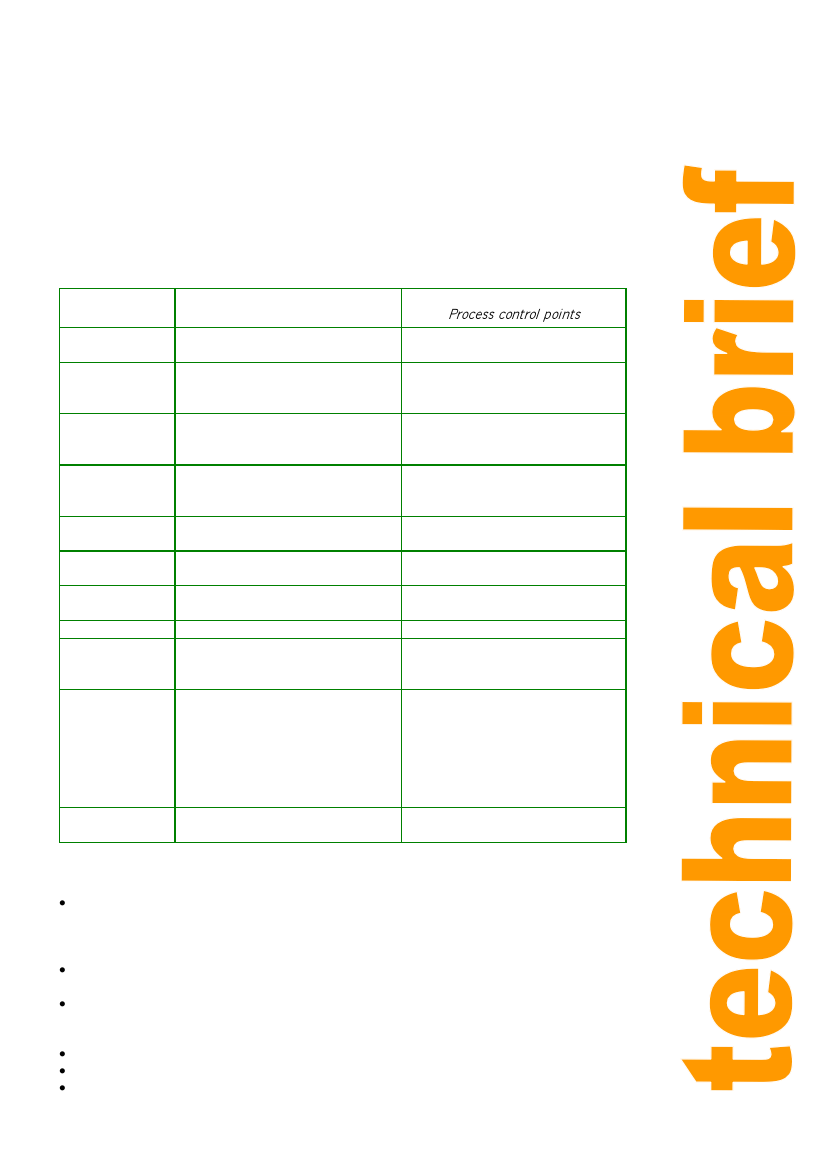
A process control schedule should be prepared for each product. Table 1 is an example of a
process control schedule for Cheddar cheese production.
Stage in
process
Activity
Process control points
Pasteurise milk Heat to destroy micro-organisms Check temperature and time (e.g.
and enzymes.
75oC +/- 2oC for 1 minute).
Inoculate starter Produce lactic acid
Check amount of starter, activity
of lactic acid bacteria, incubation
time and temperature
Add rennet
Coagulation of milk proteins
Check amount and activity of
rennet, incubation time and
temperature
Heat
Firm the curd
Check time and temperature, rate
of temperature increase (see text
for details)
Cut/drain
Remove whey
Check size of curd pieces, time for
draining
Salting
Add salt
Check amount of salt, degree of
mixing
Press
Remove whey, compress curds
Check time of pressing, amount of
pressure
Pack
In cheesecloth
Check the weight of the cheese
Ripen
Mature the cheese
Check temperature is <15oC, air
humidity is above 80% and time
of storage
Pack/Label
In greaseproof paper or plastic
Check that correct label is used,
film. Attach label or print on the that they are correctly positioned,
wrapper
and show the correct batch
number and use-by or best-before
date (depending on the type of
product - check legislation at the
Bureau of Standards).
Store
Hold at 4-8oC in a refrigerator
Check refrigerator temperature is
6oC +/- 2oC
Table 2: Process control points in Cheddar cheese production
The following control points affect the safety and quality (flavour and texture) of hard cheese:
The temperature and time of heating and cooling the milk. Over-heating and slow cooling
causes changes to flavour, colour and nutritional value; under-heating may result in
inadequate destruction of enzymes and micro-organisms leading to spoilage or food
poisoning.
Correct amount of rennet and starter culture added, which affects the firmness of the
curd.
Incubation temperature to allow rapid production of lactic acid by the inoculated bacteria.
If the temperature is too high the bacteria and rennet will be inactivated, if it is too low
there may be insufficient acid production.
Adequate cutting and draining of the curd to remove most of the whey.
Correct time and temperature of cooking the curd to firm it sufficiently.
Correct amount of salt added.
6